 原標(biāo)題:復(fù)雜薄壁汽車車門壓鑄過(guò)程不同溫控策略數(shù)值模擬分析 摘要 基于智鑄超云—壓鑄CAE云計(jì)算平臺(tái),對(duì)汽車車門一體化壓鑄過(guò)程中的不同溫控策略進(jìn)行了數(shù)值模擬分析。通過(guò)對(duì)三種溫控方案(空冷、油加熱+水加熱+水冷、全水冷)的位移場(chǎng)、應(yīng)力場(chǎng)和翹曲特性進(jìn)行對(duì)比研究,結(jié)果表明:方案1的冷卻效率較低,易導(dǎo)致邊緣區(qū)域位移和應(yīng)力集中,從而產(chǎn)生鑄造缺陷;方案3的冷卻效果最佳,熱位移最小,且整體溫度分布均勻,有效減少了翹曲,但中部區(qū)域仍存在應(yīng)力集中問(wèn)題;方案2在冷卻均勻性和位移分布上表現(xiàn)最佳,減少了邊緣和中部的應(yīng)力集中現(xiàn)象。試驗(yàn)驗(yàn)證結(jié)果表明:采用油加熱+水加熱+水冷的溫控策略和低速勻加速壓射工藝的壓鑄工藝,模擬結(jié)果與測(cè)量結(jié)果在大多數(shù)位置點(diǎn)上具有較好的一致性,但在少數(shù)位置點(diǎn)上存在較大差異。 隨著汽車輕量化需求的不斷增長(zhǎng),結(jié)構(gòu)減重和材料減重成為汽車零部件發(fā)展的主要趨勢(shì)。鋁合金因其較高的比強(qiáng)度、耐腐蝕性和良好的可回收性,已被廣泛應(yīng)用于各類工程領(lǐng)域,特別是在汽車零部件中。壓鑄工藝憑借其近凈成形和高效生產(chǎn)等優(yōu)點(diǎn),成為鋁合金零件的主要制造方式。隨著新能源汽車產(chǎn)業(yè)的快速發(fā)展,鋁合金一體化壓鑄技術(shù)不僅通過(guò)“以鋁代鋼”實(shí)現(xiàn)了材料輕量化,還能集成多個(gè)零件以實(shí)現(xiàn)結(jié)構(gòu)減重,其在保證車身強(qiáng)度的前提下,有效降低車身重量,從而提升能源利用效率,逐漸成為新能源汽車壓鑄領(lǐng)域的重要發(fā)展方向。 目前,鋁合金一體化壓鑄技術(shù)已逐漸應(yīng)用于新能源汽車的大中型復(fù)雜結(jié)構(gòu)件中,如后地板、前機(jī)艙、電池托盤等。這些零件由于集成化的設(shè)計(jì)特征,形狀復(fù)雜,尺寸較大,使得其壓鑄成形工藝更加復(fù)雜,質(zhì)量控制難度顯著增加:容易在充型及凝固過(guò)程中出現(xiàn)冷隔流痕、應(yīng)力集中和變形等鑄造缺陷,限制了該技術(shù)的大規(guī)模推廣應(yīng)用。汽車車門作為一體化壓鑄件的典型代表,不僅結(jié)構(gòu)復(fù)雜,且主要壁厚較薄、局部區(qū)域厚度不均勻。在成形過(guò)程中,容易因不均勻的冷卻和復(fù)雜的應(yīng)力分布而產(chǎn)生應(yīng)力集中和變形,從而影響鑄件的力學(xué)性能和外觀質(zhì)量。因此,深入研究壓鑄過(guò)程中的充型流場(chǎng)和應(yīng)力場(chǎng),分析不同工藝條件對(duì)鑄件應(yīng)力應(yīng)變的影響,對(duì)于優(yōu)化壓鑄工藝設(shè)計(jì)、提升鑄件品質(zhì)和生產(chǎn)效率具有重要的理論和實(shí)際意義。 本課題以汽車車門為分析對(duì)象,基于SuperCAST智鑄超云壓鑄CAE云計(jì)算平臺(tái)進(jìn)行壓鑄工藝數(shù)值模擬,研究了不同溫控策略(空冷、油加熱+水加熱+水冷、全水冷)和勻加速壓射工藝對(duì)溫度場(chǎng)、位移場(chǎng)、應(yīng)力場(chǎng)和翹曲分布的影響,并對(duì)汽車車門壓鑄溫控策略進(jìn)行優(yōu)化,從而有效減少壓鑄過(guò)程缺陷的產(chǎn)生,提高鑄件品質(zhì),降低生產(chǎn)成本,為該類鑄件的壓鑄生產(chǎn)提供參考。 01 數(shù)學(xué)建模 1.1 數(shù)學(xué)模型 在本研究中,以汽車車門為研究對(duì)象,通過(guò)多物理場(chǎng)耦合方法對(duì)壓鑄過(guò)程進(jìn)行了模擬。首先,在充型過(guò)程中,液態(tài)金屬在高壓下注入模具內(nèi)部。為準(zhǔn)確模擬充型過(guò)程,采用格子玻爾茲曼方法(Lattice Boltzmann Method,LBM),結(jié)合相應(yīng)數(shù)學(xué)模型描述金屬的流動(dòng)特性,其中壓力通過(guò)密度分布函數(shù)間接表征,重力加速度通過(guò)在碰撞項(xiàng)中引入重力源項(xiàng)進(jìn)行考量。LBM基礎(chǔ)為L(zhǎng)attice-Bhatnagar-Gross-Krook(LBGK)方法,如式(1)所示:
式中:i為第i離散速度方向,x為空間位置坐標(biāo),ci為第i離散速度分量,t為當(dāng)前時(shí)刻,Δt為時(shí)間步長(zhǎng)。fi(x+ciΔt,t+Δt)為x+ciΔt位置、t+Δt時(shí)刻密度分布函數(shù),fi(x,t)為x位置、t時(shí)刻密度分布函數(shù),Ωi(x,t)為碰撞項(xiàng),(含重力源項(xiàng),用于體現(xiàn)重力加速度的影響),壓力由 在液態(tài)金屬充型完成后,金屬進(jìn)入凝固階段。此時(shí),熱傳導(dǎo)和固液相變的數(shù)值模擬對(duì)于理解鑄件微觀組織至關(guān)重要,本研究采用有限體積法(Finite VolumeMethod,F(xiàn)VM)進(jìn)行凝固過(guò)程及熱傳導(dǎo)的數(shù)值計(jì)算。熱傳導(dǎo)過(guò)程通過(guò)三維傅里葉熱傳導(dǎo)方程描述:
式中:Cp表示比熱容,T表示溫度,k表示導(dǎo)熱系數(shù),Q表示熱源項(xiàng)。 凝固過(guò)程中,考慮到相變潛熱的釋放,采用潛熱模型(等效比熱容法)來(lái)描述液態(tài)金屬的凝固過(guò)程,其能量守恒方程如下:
式中:ρ 為液態(tài)金屬密度,Cp為金屬比熱容,T為溫度,t為時(shí)間,k為金屬導(dǎo)熱系數(shù),L為相變潛熱,fs為固相率(表征金屬凝固程度,取值范圍0~1,0為完全液態(tài),1為完全固態(tài));該方程為凝固過(guò)程能量守恒方程,左側(cè)為金屬單位體積的熱力學(xué)能變化率,右側(cè)第一項(xiàng)為熱傳導(dǎo)項(xiàng),第二項(xiàng)為相變潛熱釋放率。 凝固過(guò)程中,溫度變化引起的體積收縮和熱膨脹導(dǎo)致了熱應(yīng)力的產(chǎn)生。對(duì)于熱應(yīng)力的分析,采用熱彈性應(yīng)力方程和應(yīng)力平衡方程作為核心數(shù)學(xué)模型,結(jié)合有限元法(Finite Element Method,F(xiàn)EM)進(jìn)行數(shù)值求解,具體方程描述如下:
式中:σij 為應(yīng)力張量(i,j=1,2,3,分別對(duì)應(yīng)x、y、z三個(gè)方向,表征不同方向的應(yīng)力狀態(tài)),Cijkl為材料彈性常數(shù)(i,j,k,l=1,2,3,描述材料的彈性響應(yīng)特性),εkl為總應(yīng)變張量(k,l=1,2,3,包含熱應(yīng)變和彈性應(yīng)變),α為材料的熱膨脹系數(shù),ΔT為溫度變化,δkl為克羅內(nèi)克符號(hào)(當(dāng)k=l時(shí),δkl=1;當(dāng)k≠l時(shí),δkl=0)。 在凝固階段的溫度場(chǎng)基礎(chǔ)上,結(jié)合熱彈性應(yīng)力方程,計(jì)算溫度變化引起的應(yīng)力場(chǎng)分布。應(yīng)力的平衡方程為:
式中:σ為應(yīng)力張量,f為體積力。 1.2 幾何建模 采用智鑄超云平臺(tái)開(kāi)展汽車車門壓鑄過(guò)程仿真分析,其中充型過(guò)程采用前文所述的格子玻爾茲曼方法(LBM)進(jìn)行模擬,鑄件凝固過(guò)程溫度場(chǎng)計(jì)算采用有限體積法,應(yīng)力應(yīng)變場(chǎng)計(jì)算采用有限元法。其澆注系統(tǒng)(含澆道)和排溢系統(tǒng)(含溢流槽)三維網(wǎng)絡(luò)結(jié)構(gòu)如圖1所示,網(wǎng)格劃分覆蓋車門鑄件、澆道及溢流槽,其中鑄件應(yīng)力場(chǎng)網(wǎng)格最小尺寸為2.06 mm,整個(gè)模擬模型(含鑄件、澆道、溢流槽)的網(wǎng)格總數(shù)量為801.9萬(wàn)。鑄件材質(zhì)為AlSi10MnMg鋁合金,壓鑄模具材質(zhì)為H13鋼。本研究通過(guò)Thermo-Calc 軟件計(jì)算了兩種材質(zhì)的熱物性參數(shù),部分參數(shù)如表1所示。鑄件外形輪廓尺寸為1 135 mm× 665 mm×60 mm,幾何形狀復(fù)雜,壁厚不均勻,主要壁厚為2.5 mm,最大壁厚為4 mm,質(zhì)量為5.56 kg。
圖1 汽車車門鑄件及澆注和排溢系統(tǒng)的網(wǎng)格劃分
表1 壓鑄合金和模具材料的部分熱物性參數(shù) 02 汽車車門壓鑄CAE分析 2.1 CAE 初始條件及邊界條件設(shè)置
壓鑄工藝參數(shù)如表2所示,其中換熱模型為4D界面換熱模型,模型參數(shù)及取值分別為:擬合參數(shù)
表2 主要壓鑄工藝參數(shù) 合理的溫控策略可提高鑄件質(zhì)量和優(yōu)化生產(chǎn)效率,為此研究不同溫控策略對(duì)汽車車門成形過(guò)程的影響具有重大意義。設(shè)置了三種不同的溫控方案,分別是空冷、油加熱+水加熱+水冷、全水冷,模具上集成的溫控系統(tǒng)如圖2所示。其中,壓射過(guò)程中低速階段采用勻加速壓射工藝,其最高臨界速度為1.23 m/s,高速速度為4.6 m/s,具體壓射工藝曲線如圖3所示。另外,起高速位置為900 mm,增壓壓力為60 MPa。
圖2 模具的溫控系統(tǒng)示意圖
圖3 壓射工藝曲線示意圖 2.2 勻加速壓射工藝對(duì)料管內(nèi)熔體流動(dòng)狀態(tài)的影響 采用SuperCAST智鑄超云分別模擬了低速階段采用勻加速壓射工藝,其最高臨界速度為1.23 m/s,高速速度為4.6 m/s,起高速位置為900 mm,增壓壓力為60 MPa條件下料管內(nèi)金屬液流動(dòng)狀態(tài),結(jié)果如圖4所示。鑄件充型過(guò)程中,可以看到料管中溫度較高的金屬熔體呈逐漸減少趨勢(shì),最后溫度降低的熔體被“舍棄”在料管中,避免了低溫熔體影響鑄件質(zhì)量。鑄件充型過(guò)程中還可以發(fā)現(xiàn),在澆口的充填溫度均勻,料管到內(nèi)澆口的溫度梯度較小。充型后金屬熔體快速填充到鑄件中,符合由“近及遠(yuǎn)”的充填規(guī)律,整體分布合理。
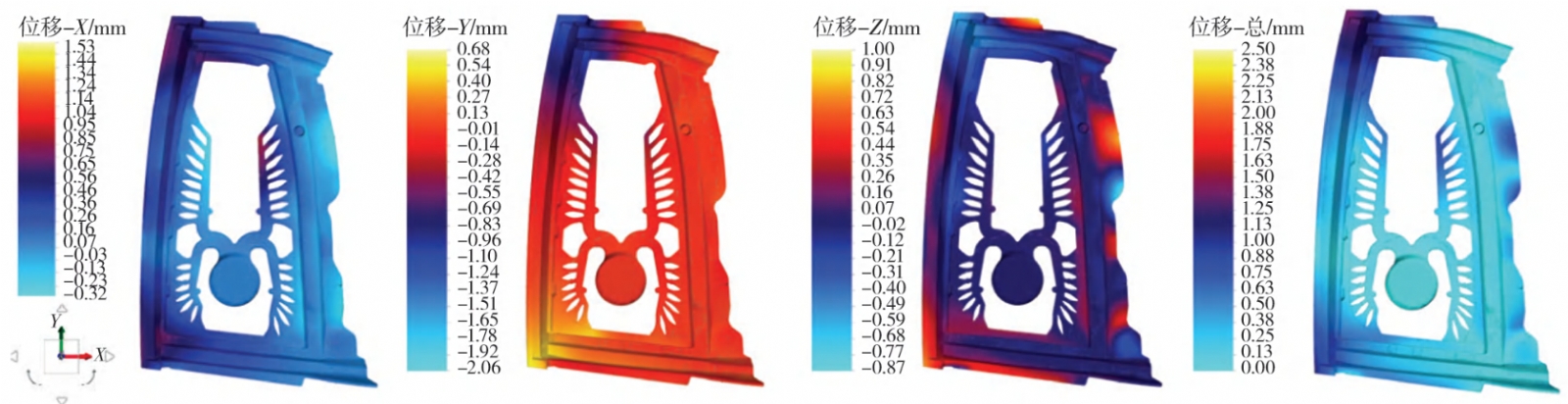
圖4 汽車車門鑄件充型過(guò)程溫度場(chǎng)云圖 2.3 不同溫控策略對(duì)熱位移的影響 分別模擬了三種不同溫控策略(分別是空冷、油加熱+水加熱+水冷和全水冷)對(duì)鑄件熱位移的影響,其中紅色表示正位移,藍(lán)色表示負(fù)位移,結(jié)果如圖5至圖7所示。本研究中位移方向描述以鑄件正面朝向觀測(cè)者為基準(zhǔn),X方向?yàn)殍T件左右水平方向(向右為正),Y方向?yàn)殍T件上下豎直方向(向上為正),Z方向?yàn)殍T件法向(朝向觀測(cè)者為正);上移、下沉等表述對(duì)應(yīng)Y方向的位移變化,向外/內(nèi)陷對(duì)應(yīng)Z方向的位移變化,左右偏移對(duì)應(yīng)X方向的位移變化。
圖5 方案1的位移場(chǎng)
圖6 方案2位移場(chǎng)
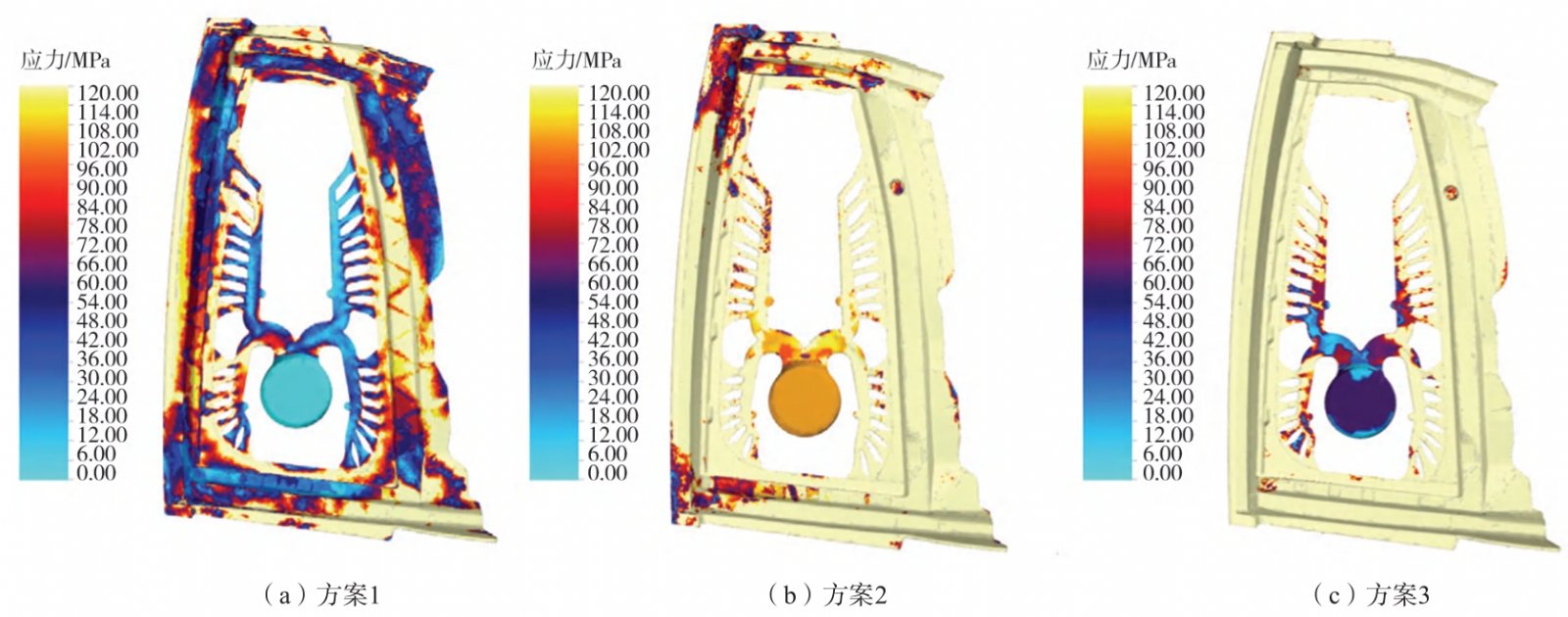
圖7 方案3位移場(chǎng) 對(duì)于方案1,從圖5中的位移標(biāo)尺可以看出,X方向的位移值從-0.88 mm到1.03 mm,鑄件在左上和左側(cè)區(qū)域有較大的正位移,右下和右側(cè)區(qū)域則有負(fù)位移,鑄件在X方向上的位移場(chǎng)分布存在明顯的不均勻性,尤其是在外部邊緣區(qū)域。Y方向的位移值從-1.01 mm到0.96 mm,Y方向位移呈現(xiàn)出上下相反的變化趨勢(shì),即中部和上部的區(qū)域有明顯的下沉趨勢(shì),而底部區(qū)域則有明顯的上升趨勢(shì)。Z方向的位移值從-1.41 mm到+2.70 mm,左邊邊緣區(qū)域的位移明顯更大,顯示出一種由結(jié)構(gòu)邊緣向內(nèi)部遞減的趨勢(shì)。總方向的位移值從0到2.8 mm,主要的位移集中在上部和左側(cè)邊緣,而中部區(qū)域保持了相對(duì)的穩(wěn)定。 對(duì)于方案2,從圖6中的位移標(biāo)尺可以看出,X方向的位移值從-0.42 mm 到1.53 mm,X方向的位移場(chǎng)總體上表現(xiàn)出左右方向的位移差異,左上部和某些邊緣區(qū)域有明顯的向右位移,而右側(cè)和底部的部分邊緣表現(xiàn)為向左位移。Y方向的位移值從-2.06 mm到0.68 mm,Y方向的位移場(chǎng)整體上顯示出右側(cè)邊緣的上移趨勢(shì)和左下部區(qū)域的下沉趨勢(shì)。Z方向的位移值從-0.87 mm到1.00 mm,Z方向的位移場(chǎng)整體上表現(xiàn)出上升和下沉的趨勢(shì):上部和右側(cè)邊緣部分上升趨勢(shì),而左下部的區(qū)域有較大的下沉趨勢(shì)。總方向的位移值從0到2.50 mm,總位移場(chǎng)表現(xiàn)出較為顯著的彎曲和扭曲趨勢(shì),尤其是在邊緣和左上、左下部位。 對(duì)于方案3,從圖7中的位移標(biāo)尺可以看出,X方向的位移值從-0.90 mm到0.87 mm,X方向的位移場(chǎng)顯示出顯著的左右位移趨勢(shì),左側(cè)的上部和邊緣區(qū)域有向右的正向位移,而右下和部分右側(cè)區(qū)域有向左的負(fù)向位移。Y方向的位移值從-0.58 mm到0.75 mm,Y方向的位移場(chǎng)顯示出上下方向的位移差異,底部中央有顯著的向上位移,而上部和右側(cè)部分有明顯的向下位移。Z方向的位移值從-0.42 mm到2.05 mm,Z方向的位移場(chǎng)顯示出顯著的左右位移差異:右側(cè)邊緣有較大的向外凸出變形,而左側(cè)下部則表現(xiàn)出輕微的內(nèi)陷趨勢(shì)。總位移值從0到2.10 mm,總位移場(chǎng)的分布顯示出紅色區(qū)域主要集中在圖的右側(cè)邊緣部分,而左下和中部的淺藍(lán)色區(qū)域顯示位移較小。 綜上所述,方案1冷卻效率較低,邊緣區(qū)域的位移和應(yīng)力集中最為顯著,熱位移不均勻性明顯,容易產(chǎn)生鑄造缺陷;方案2整體冷卻均勻性和位移分布較好,減少了邊緣區(qū)域的應(yīng)力集中,但仍存在邊緣和中部的位移不均問(wèn)題;方案3鑄件熱位移最小,但中部區(qū)域的位移出現(xiàn)位移集中現(xiàn)象仍需進(jìn)一步調(diào)整該區(qū)域模具的溫控策略。 2.4 不同溫控策略對(duì)應(yīng)力的影響 分別模擬了三種不同溫控策略對(duì)鑄件應(yīng)力的影響,應(yīng)力值依次增大,由淺藍(lán)色、藍(lán)色、橙色和紅色逐漸增加到黃色。黃色表示最大應(yīng)力,而紅色表示次大應(yīng)力,淺藍(lán)色表示最小應(yīng)力,結(jié)果如圖8所示。對(duì)于方案1,黃色區(qū)域集中在左右兩側(cè)、上部中間和下側(cè)邊緣,該區(qū)域的應(yīng)力均值為116 MPa,紅色區(qū)域主要出現(xiàn)在鑄件的轉(zhuǎn)角、邊緣和局部連接區(qū)域,該區(qū)域的應(yīng)力均值為75 MPa。整體來(lái)看應(yīng)力分布不均勻,高應(yīng)力集中在邊緣和連接部位,這些位置可能存在應(yīng)力集中導(dǎo)致失效風(fēng)險(xiǎn)。對(duì)于方案2,黃色區(qū)域占據(jù)了鑄件的大部分且應(yīng)力均值為117 MPa,鑄件整體應(yīng)力較高。紅色區(qū)域則集中在左上角和左下角,該區(qū)域的應(yīng)力均值為76 MPa,存在局部應(yīng)力集中風(fēng)險(xiǎn),這可能會(huì)引起局部的變形和開(kāi)裂。對(duì)于方案3,黃色區(qū)域幾乎覆蓋整個(gè)鑄件且該區(qū)域的應(yīng)力均值為115 MPa,表明鑄件整體承受了較大的應(yīng)力,紅色區(qū)域僅在凸臺(tái)和左下角局部出現(xiàn)且該區(qū)域的應(yīng)力均值為74 MPa。雖然整體來(lái)看應(yīng)力分布均勻,但整體應(yīng)力水平較高,可能引發(fā)大范圍的變形風(fēng)險(xiǎn)。
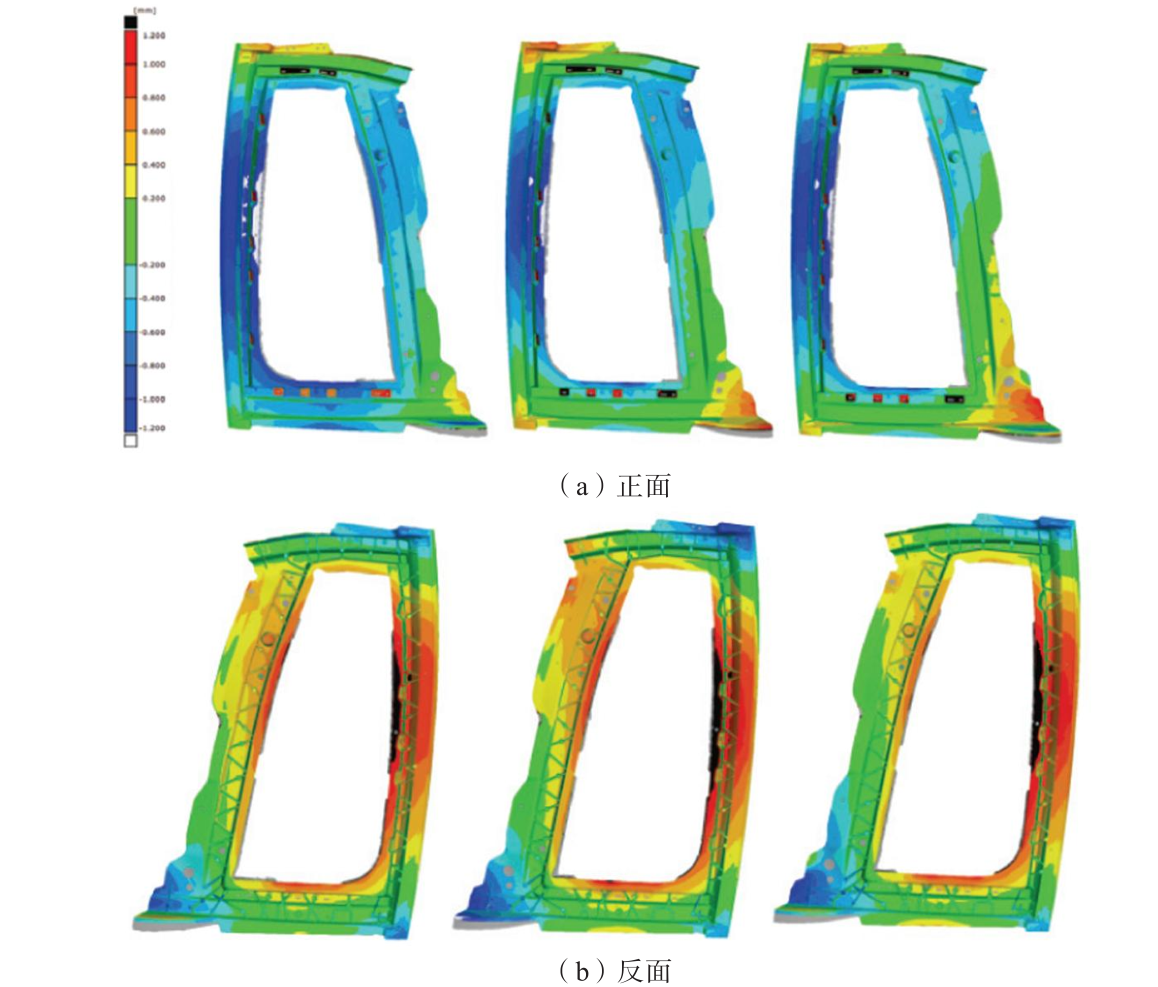
圖8 不同工藝方案汽車車門鑄件的應(yīng)力場(chǎng)分布圖 綜上所述,方案1應(yīng)力分布不均,邊緣和連接部位高應(yīng)力集中,存在顯著的應(yīng)力集中風(fēng)險(xiǎn),可能導(dǎo)致鑄件變形或裂紋生成;方案2整體應(yīng)力分布較為均衡,但局部的高應(yīng)力區(qū)域集中在左上角和左下角,可能引起變形和開(kāi)裂風(fēng)險(xiǎn);方案3整體應(yīng)力水平較高,黃色高應(yīng)力區(qū)域幾乎覆蓋整個(gè)鑄件,雖然分布均勻,但整體高應(yīng)力可能導(dǎo)致大范圍變形風(fēng)險(xiǎn)。綜合來(lái)看,方案2在應(yīng)力均勻性和局部集中風(fēng)險(xiǎn)上表現(xiàn)較為平衡。 2.5 不同溫控策略對(duì)翹曲的影響 分別模擬了三種不同溫控策略對(duì)鑄件翹曲的影響,結(jié)果如圖9所示。方案1的翹曲較明顯,其部分區(qū)域顏色呈現(xiàn)綠色,主要集中在結(jié)構(gòu)的中部和邊緣區(qū)域,可能是空冷的冷卻效果較差,溫度梯度較大,導(dǎo)致中部和邊緣之間的過(guò)渡區(qū)域易發(fā)生翹曲。此外,由于方案1應(yīng)力分布極不均勻,邊緣以及連接部位存在顯著應(yīng)力集中。應(yīng)力集中區(qū)域(邊緣和中部過(guò)渡區(qū))的應(yīng)力差驅(qū)動(dòng)材料發(fā)生非均勻收縮,最終表現(xiàn)為中部和邊緣區(qū)域的明顯翹曲,如圖9(a) 所示。方案2左右兩側(cè)的顏色不均勻,尤其是右側(cè)的黃色區(qū)域,顯示出冷卻過(guò)程中存在的溫差,導(dǎo)致翹曲值較大。盡管油和水的加熱、冷卻組合已經(jīng)大幅減少了溫差,但冷卻速度的不同仍然導(dǎo)致該區(qū)域產(chǎn)生輕微的翹曲。方案2整體應(yīng)力水平較高,但主要在左上角以及左下角部位存在局部應(yīng)力集中,分布范圍小。局部應(yīng)力集中區(qū)的應(yīng)力梯度引發(fā)單側(cè)非均勻收縮,導(dǎo)致右側(cè)出現(xiàn)黃色區(qū)域(翹曲值較大),而其余區(qū)域因應(yīng)力分布相對(duì)均衡,翹曲程度較輕微。方案3的顏色分布最為均勻,幾乎整個(gè)結(jié)構(gòu)呈現(xiàn)一致的綠色,表明溫度分布均勻,沒(méi)有特定區(qū)域的溫度差異積累,因而各個(gè)部位的翹曲幾乎消失,結(jié)構(gòu)保持了較高的尺寸穩(wěn)定性。方案3整體應(yīng)力水平高,但應(yīng)力分布極均勻,無(wú)局部應(yīng)力集中。均勻的應(yīng)力場(chǎng)使鑄件各部位收縮變形一致,無(wú)明顯應(yīng)力差驅(qū)動(dòng)的非均勻變形,因此翹曲幾乎消失。
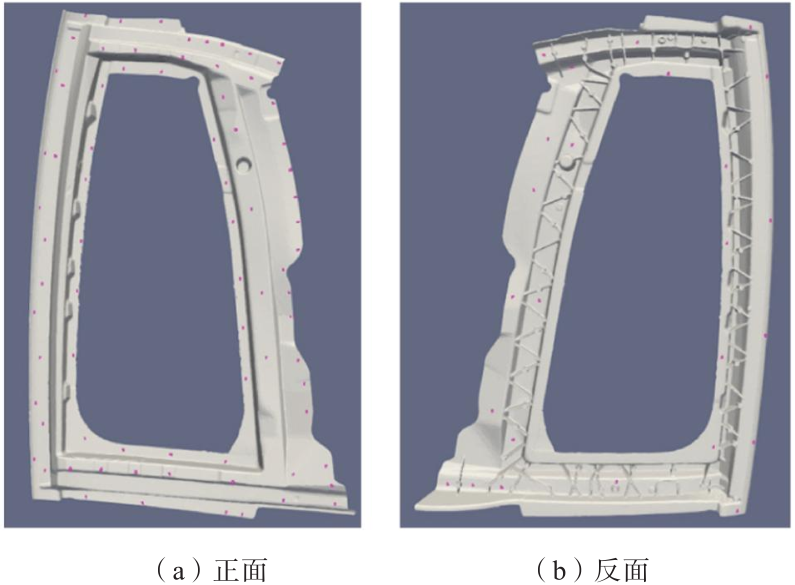
圖9 不同工藝方案汽車車門鑄件的翹曲分布圖 03 試驗(yàn)驗(yàn)證 采用力勁6800T壓鑄機(jī)進(jìn)行汽車車門壓鑄試驗(yàn)驗(yàn)證,壓鑄過(guò)程中實(shí)施溫控方案2,即油加熱+水加熱+水冷。經(jīng)過(guò)機(jī)械加工去除澆道、集渣包等工藝系統(tǒng)后,車門鑄件凈重為5.56 kg,其三件鑄件三維掃描正反面結(jié)果如圖10所示。其中紅色區(qū)域表示正向形變最大,而藍(lán)色區(qū)域表示負(fù)方向形變最大。三組數(shù)據(jù)的分析顯示,形變主要集中在鑄件的左右側(cè)和外部邊緣,以鑄件正面朝向觀測(cè)者的方位為基準(zhǔn)。第一組和第二組的數(shù)據(jù)集中在左右側(cè)和外部邊緣的形變較大,而第三組則在右側(cè)形變范圍更大。
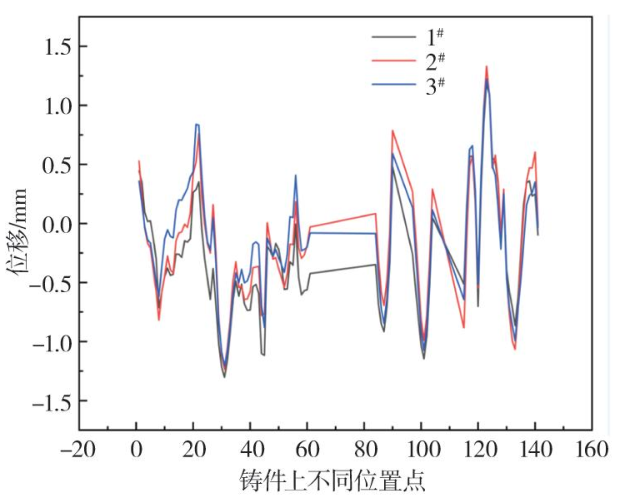
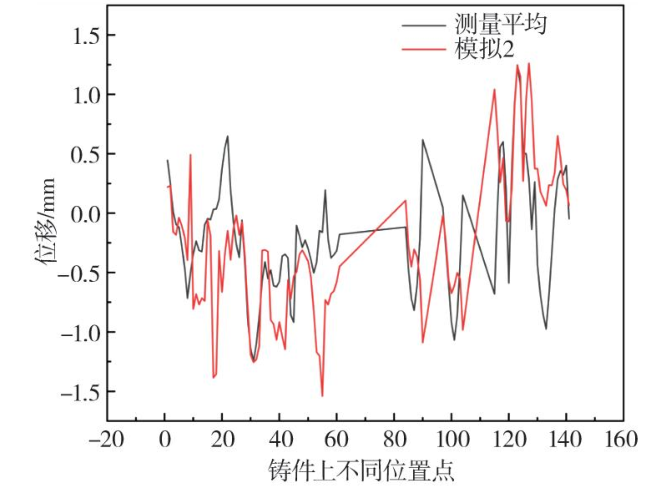
圖10 汽車車門殼體的三維掃描圖 為了更直觀地觀察鑄件的形變,采集了三組數(shù)據(jù)的多個(gè)關(guān)鍵部位,取點(diǎn)示意圖如圖11所示,并對(duì)三組數(shù)據(jù)進(jìn)行平均后(如圖12所示)與模擬方案2進(jìn)行對(duì)比,結(jié)果如圖13所示。結(jié)果顯示,三條曲線的整體趨勢(shì)基本一致,表明各位置的掃描結(jié)果具有相似的變化趨勢(shì)。在零位移點(diǎn)附近,三條曲線大致重合,說(shuō)明整體變形偏差較小。然而,在某些區(qū)域,位移值的波動(dòng)幅度存在差異,如2#線(紅色)在部分位置的峰值略高于1#和3#線。通過(guò)對(duì)測(cè)量值與模擬值的對(duì)比分析可以看出,兩條曲線在大多數(shù)位置點(diǎn)上表現(xiàn)出相似的變化趨勢(shì)和一致的變化方向,但在部分關(guān)鍵位置點(diǎn)(如接近位置點(diǎn)20和100附近)存在明顯差異,表明這些區(qū)域的模擬結(jié)果與實(shí)際測(cè)量結(jié)果存在一定偏差。
圖11 汽車車門鑄件的三維尺寸掃描取點(diǎn)示意圖
圖12 汽車車門鑄件的三維尺寸掃描結(jié)果
圖13 汽車車門鑄件的三維尺寸掃描和方案2模擬結(jié)果對(duì)比圖 如圖14所示,在位置點(diǎn)20~40之間,絕對(duì)差值(即測(cè)量值與標(biāo)準(zhǔn)值之間的差異,反映數(shù)值間的實(shí)際差距大小,Δx=|x1-x2|)出現(xiàn)較大峰值,表明模擬結(jié)果與測(cè)量結(jié)果之間的數(shù)值差異顯著。接近位置點(diǎn)100附近,同樣出現(xiàn)了較高的絕對(duì)差值峰值,這可能表明這些區(qū)域的壓鑄件局部應(yīng)力較高。根據(jù)壓鑄工藝的特點(diǎn),這可能是由于金屬液在復(fù)雜幾何形狀或薄壁區(qū)域中快速冷卻,導(dǎo)致熱應(yīng)力引發(fā)的應(yīng)變集中,或由于模具表面粗糙度和冷卻不均引起的殘余應(yīng)力增加。
圖14 汽車車門鑄件的三維掃描和方案2模擬絕對(duì)差和相對(duì)差值結(jié)果對(duì)比圖
相對(duì)差值(即絕對(duì)差值與標(biāo)準(zhǔn)值的比值,反映差距相對(duì)于參考量的比例或程度, 總體而言,模擬結(jié)果與測(cè)量結(jié)果在大多數(shù)位置點(diǎn)上具有較好的一致性,但在某些位置點(diǎn)上存在明顯的絕對(duì)和相對(duì)差值。 04 結(jié)論 (1)基于智鑄超云—壓鑄CAE云計(jì)算平臺(tái),對(duì)汽車車門一體化壓鑄過(guò)程中不同溫控策略的位移場(chǎng)進(jìn)行了數(shù)值模擬分析。結(jié)果表明:方案1冷卻效率低,導(dǎo)致邊緣區(qū)域出現(xiàn)顯著的位移和應(yīng)力集中,易產(chǎn)生鑄造缺陷;方案2在冷卻均勻性和位移分布上表現(xiàn)較優(yōu),能夠有效減少應(yīng)力集中;方案3冷卻效果最佳,熱位移最小,但中部區(qū)域仍存在應(yīng)力集中問(wèn)題。 (2)汽車車門應(yīng)力模擬過(guò)程中發(fā)現(xiàn):方案1出現(xiàn)明顯應(yīng)力集中;方案2整體應(yīng)力分布較為均衡,高應(yīng)力區(qū)域集中在左上角和左下角;而方案3則表現(xiàn)出整體應(yīng)力偏高。 (3)汽車車門翹曲模擬結(jié)果表明,不同溫控策略對(duì)翹曲的優(yōu)化效果排序?yàn)椋悍桨?(全水冷)>方案2(油加熱 + 水加熱 + 水冷)>方案1(空冷)。 (4)壓鑄生產(chǎn)工藝采用低速勻加速壓射工藝,并結(jié)合油加熱+水加熱+水冷的溫控策略。模擬結(jié)果與測(cè)量結(jié)果在大多數(shù)位置點(diǎn)上具有較好的一致性,但在少數(shù)位置點(diǎn)上存在較大差異。 作者
廖銘煜1,劉寶林2,姚佳宏1,安肇勇3,張偉1,萬(wàn)里3,康進(jìn)武2 本文轉(zhuǎn)載自:鑄造雜志 |
.png)
.png) 計(jì)算得到(cs為晶格聲速,ρ為宏觀密度)。
計(jì)算得到(cs為晶格聲速,ρ為宏觀密度)。.png)
.png)
.png)
.png)
.png)
.png)
.png) 為8.92,
為8.92,.png) 為28.33,ε為1.45,
為28.33,ε為1.45, .png) 為-1.82,
為-1.82,.png) 為-5.32,材料牽引固相分?jǐn)?shù)為0.7,換熱系數(shù)-凝固狀態(tài)擬合參數(shù)為1.05,換熱系數(shù)峰值匹配系數(shù)為2.5,最小換熱系數(shù)匹配系數(shù)為0.15,臨界模具表面溫度為275 ℃,臨界固相率為0.8,三種溫控策略下的模具間的傳熱系數(shù)均為3 000 W/(m²·K)。
為-5.32,材料牽引固相分?jǐn)?shù)為0.7,換熱系數(shù)-凝固狀態(tài)擬合參數(shù)為1.05,換熱系數(shù)峰值匹配系數(shù)為2.5,最小換熱系數(shù)匹配系數(shù)為0.15,臨界模具表面溫度為275 ℃,臨界固相率為0.8,三種溫控策略下的模具間的傳熱系數(shù)均為3 000 W/(m²·K)。.png)
.png)

.png)
.png)
.png)

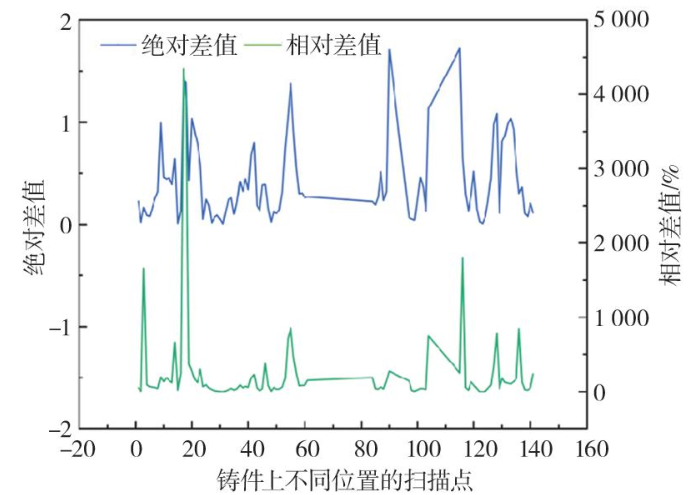
 在位置點(diǎn)20處達(dá)到了極高峰值,達(dá)到了4 342%,主要原因是該位置點(diǎn)的測(cè)量值接近零,從而導(dǎo)致相對(duì)差值的計(jì)算結(jié)果被顯著放大。此外,在位置點(diǎn)120至140之間,相對(duì)差值較高,個(gè)別值達(dá)到了1 795%,這可能是由于模具冷卻不均勻,導(dǎo)致壓鑄件在局部薄壁區(qū)域產(chǎn)生較大溫度梯度,從而引發(fā)局部殘余應(yīng)力的增加。
在位置點(diǎn)20處達(dá)到了極高峰值,達(dá)到了4 342%,主要原因是該位置點(diǎn)的測(cè)量值接近零,從而導(dǎo)致相對(duì)差值的計(jì)算結(jié)果被顯著放大。此外,在位置點(diǎn)120至140之間,相對(duì)差值較高,個(gè)別值達(dá)到了1 795%,這可能是由于模具冷卻不均勻,導(dǎo)致壓鑄件在局部薄壁區(qū)域產(chǎn)生較大溫度梯度,從而引發(fā)局部殘余應(yīng)力的增加。.jpg)
.jpg)
.jpg)
.jpg)