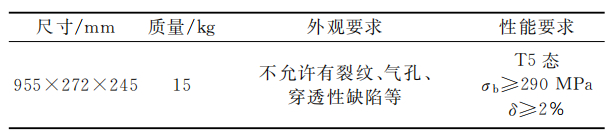
 摘要:主體壁厚為3mm的鋁合金殼體鑄件,成形比較困難。因此,設(shè)計(jì)多種方案,利用3D打印砂型進(jìn)行澆注驗(yàn)證。結(jié)果表明,選擇合適的澆注位置并設(shè)計(jì)合理的澆注系統(tǒng),有利于薄壁鑄件的成形,并利用CAE軟件模擬優(yōu)選出合理的鑄造工藝方案。 隨著輕量化設(shè)計(jì)需求的增長(zhǎng),以及鋁合金新材料的 研究,鋁合金鑄件的設(shè)計(jì)壁厚越來(lái)越薄。而傳統(tǒng)的砂型 重力鑄造在制造薄壁件時(shí)存在充型困難、合格率較低等 問(wèn)題。低壓鑄造則適用于生產(chǎn)內(nèi)部品質(zhì)要求高的 薄壁復(fù)雜件。本課題主要分析鋁合金薄壁殼體鑄件的 充型能力,分析了鑄件結(jié)構(gòu)特點(diǎn)及生產(chǎn)難點(diǎn),利用CAE分析等優(yōu)化鑄造工藝,從而生產(chǎn)出品質(zhì)合格的產(chǎn)品。 1、鑄件性能要求和結(jié)構(gòu)分析 殼體鑄件材質(zhì)為ZL114A,其化學(xué)成分為(質(zhì)量分?jǐn)?shù)):6.5%~7.5% 的Si,0.25%~0.6%的 Mg,0.15%~0.2%的 Ti,0.05%~0.1%的 Fe,其余為Al,鑄件質(zhì)量要求見(jiàn)表1。
表1:鑄件質(zhì)量要求 鑄件結(jié)構(gòu)復(fù)雜,呈“C”字形,兩側(cè)板中間除底板外無(wú)結(jié)構(gòu)連接,底板的散熱筋呈垂直設(shè)置,底板主體壁厚為3 mm,散熱筋板數(shù)量多,筋板厚度為4 mm,在右側(cè) 板上有6個(gè)鑄造通孔,具體結(jié)構(gòu)見(jiàn)圖1。
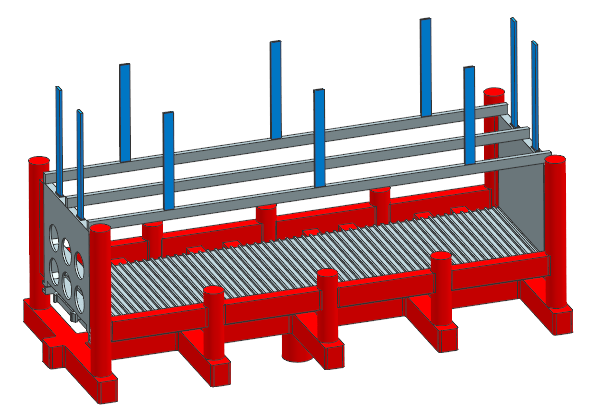
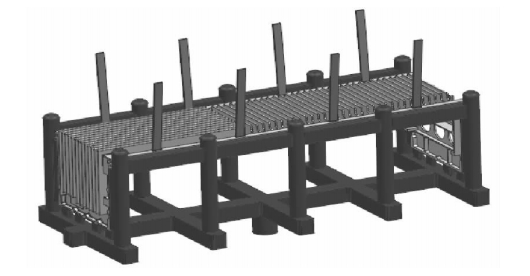
圖1:產(chǎn)品結(jié)構(gòu)及筋板局部放大圖 1.左側(cè)板 2.底板 3.右側(cè)板 2、鑄造工藝設(shè)計(jì) 鑄件結(jié)構(gòu)復(fù)雜,主體壁厚薄,高度超過(guò)200 mm,充 型過(guò)程困難,采用重力鑄造可能在底板處憋氣,溫度下 降太快,導(dǎo)致鋁液流動(dòng)性變差,從而出現(xiàn)澆不足缺陷。采用低壓鑄造工藝,該澆注方式具有充型過(guò)程平穩(wěn)、卷 氣傾向小、鑄件內(nèi)部致密等特點(diǎn)。 根據(jù)鑄件結(jié)構(gòu)特點(diǎn),設(shè)計(jì)兩種澆注方案,都從鑄件 底板兩側(cè)多點(diǎn)進(jìn)澆,同時(shí)起補(bǔ)縮作用。鋁液經(jīng)過(guò)橫澆道 降速,穿過(guò)側(cè)面冒口進(jìn)入型腔,保證澆注系統(tǒng)溫度高于 型腔溫度,實(shí)現(xiàn)順序凝固。內(nèi)澆口設(shè)置在底部幾何中心,使鋁液充型對(duì)稱平穩(wěn),方便低壓澆注時(shí)進(jìn)行定位,并利用CAE模擬分析優(yōu)選出合理的方案。 2.1 方案1 圖2為鑄造工藝設(shè)計(jì)方案1,鑄件“C”口朝上,由于 兩個(gè)側(cè)面中間無(wú)結(jié)構(gòu),為防止鑄件應(yīng)力變形,設(shè)計(jì)3根加強(qiáng)筋,熱處理后去除。在加強(qiáng)筋上設(shè)置10處出氣口,其截面尺寸為5 mm×20 mm,總截面積為1000 mm2。
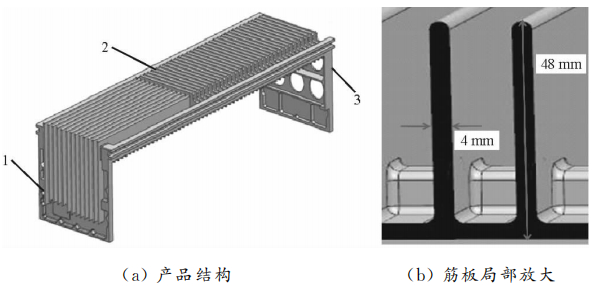
圖2:鑄造工藝設(shè)計(jì)方案1 兩個(gè)側(cè)板處采用縫隙式澆道,其中側(cè)冒口直徑為Φ40 mm,內(nèi)澆道厚度為12 mm,長(zhǎng)度為190 mm。底板處采用非特定形式的澆注系統(tǒng),鋁液充滿橫澆道后,從16個(gè)內(nèi)澆道進(jìn)入鑄件底板,沿6個(gè)Φ40 mm 的圓柱澆道 充型,橫澆道、直澆道、內(nèi)澆道截面積比為1:2.8:4.6。 2.2 方案2 圖3為鑄造工藝設(shè)計(jì)方案2,鑄件“C”口朝下,采用 縫隙式澆注系統(tǒng),鑄件及澆注系統(tǒng)結(jié)構(gòu)穩(wěn)定,不設(shè)計(jì)加 強(qiáng)筋。在鑄件上設(shè)置8處出氣,其截面尺寸為5 mm×20 mm,總截面積為800 mm2。
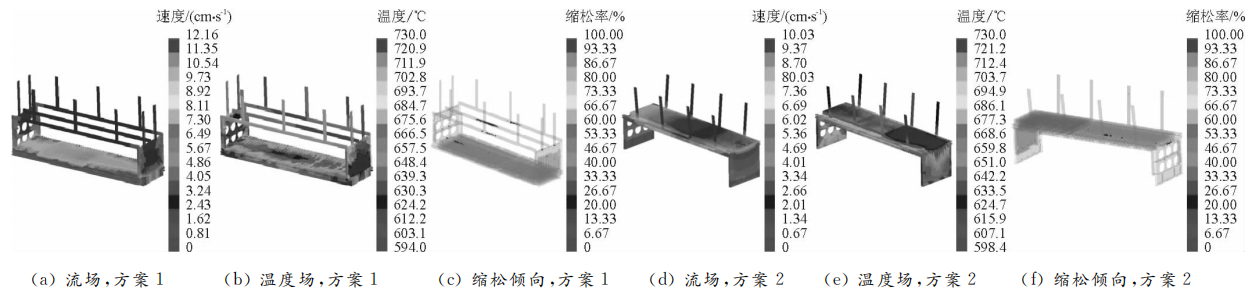
圖3:鑄造工藝設(shè)計(jì)方案2 此澆注系統(tǒng)采用和方案1類似的形式,其中側(cè)冒口直徑Φ40mm,內(nèi)澆口厚度12mm,長(zhǎng)度為190mm,橫澆道、直澆道、內(nèi)澆道截面積比為1:2.8:4.6。方案2與方案1澆注系統(tǒng)相比,有著相同的澆口比,但是鋁 液進(jìn)入底板上升高度更高。 3、CAE模擬分析 CAE模擬從充型結(jié)束溫度、各部位充型時(shí)間來(lái)對(duì)比方案的溫度場(chǎng)分布是否均勻,鑄件底板部位是否充型迅速,并根據(jù)縮松情況判斷鑄件可能出現(xiàn)缺陷的部位,見(jiàn)圖4。可以看出,①充型結(jié)束方案1溫度場(chǎng)更均勻;②根據(jù)鑄件各部位充滿時(shí)間判斷鑄件重要部位底板,方案1充型更平穩(wěn);③去除后,鑄件縮松缺陷相當(dāng)。
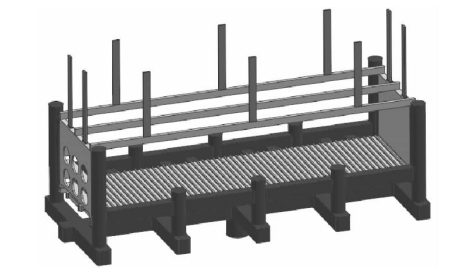
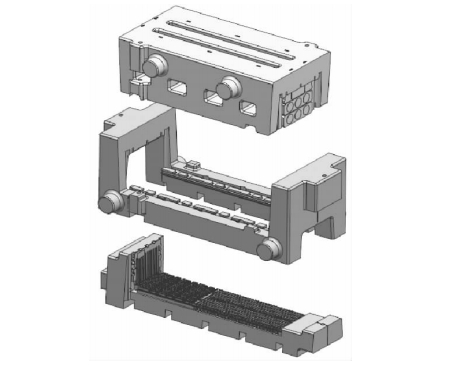
圖4:兩種方案的CAE模擬對(duì)比 通過(guò)對(duì)比,可以看出方案1具有相對(duì)較好的溫度場(chǎng)分布,更平穩(wěn)的充型過(guò)程。 4、砂型工藝設(shè)計(jì) 采用3D打印砂型,通過(guò)CAE模擬,對(duì)比選擇確定 澆注位置方案后,使用 UG建模軟件進(jìn)行砂型設(shè)計(jì),設(shè) 計(jì)為3塊砂芯,見(jiàn)圖5。使用4根螺桿卡具,其中底板 和側(cè)板處的筋板由1號(hào)芯成形,筋板中間不產(chǎn)生任何披 縫,無(wú)錯(cuò)型,外觀良好。砂型長(zhǎng)寬方向的正中心設(shè)計(jì)2 mm寬、2 mm深的凹槽,方便與低壓鑄造機(jī)升液管對(duì) 接。
圖5:方案1的砂芯組合方案 5、薄壁殼體鑄件澆注驗(yàn)證 砂型由國(guó)產(chǎn)I-Lead-1800型3D砂型打印機(jī)打印,采用100/140目硅砂,打印層厚為0.28 mm。砂型采用水基涂料流涂,涂層厚度≤0.15 mm,并用微波設(shè)備烘干。 造型時(shí)按照1號(hào)、2號(hào)、3號(hào)順序組芯,使用螺桿緊固。將 整個(gè)鑄型放置在低壓鑄造機(jī)上并與升液管對(duì)接,對(duì)接處 進(jìn)行可靠密封。使用夾具將整個(gè)鑄型鎖死在低壓澆注 機(jī)上。 考慮到此殼體鑄件形狀復(fù)雜、壁厚小,充型鋁液上 升困難,因此適當(dāng)?shù)脑黾訅毫Α毫υO(shè)置為3個(gè)階段:第一階段:0~6 s,升液壓力增加到7 kPa;第二階段:6~18 s,,充型壓力增加到40 kPa;第三階段:18~300 s,以40 kPa持續(xù)保壓。 鑄件成形完好,筋板成形完整,表面無(wú)缺陷,鑄件外觀見(jiàn)圖6;鑄件實(shí)體取樣的抗拉強(qiáng)度為310 MPa,伸長(zhǎng)率為2.5 %,性能符合要求。
圖6:方案1的澆注結(jié)果 6、結(jié)論 通過(guò)合理的設(shè)計(jì)澆注系統(tǒng),采用大平面結(jié)構(gòu)朝下的 澆注位置,采用多點(diǎn)進(jìn)澆,快速完成充型,避免溫度場(chǎng)差 異過(guò)大,冷的金屬液分布在大平面結(jié)構(gòu)上,并通過(guò)CAE軟件進(jìn)行內(nèi)澆道流速、卷氣、充型過(guò)程及充型結(jié)束的溫 度場(chǎng)分布分析,選擇合適的澆注方案,生產(chǎn)出合格的薄壁鑄件。 |

.jpg)
.jpg)
.jpg)